Head Tooling
 Monroe Mold designs and builds head tooling for all types of blow molding machines. The extrusion process is a precise operation, requiring tooling with tight tolerances and great surface finish.
Monroe Mold designs and builds head tooling for all types of blow molding machines. The extrusion process is a precise operation, requiring tooling with tight tolerances and great surface finish.
How Head Tooling Works?
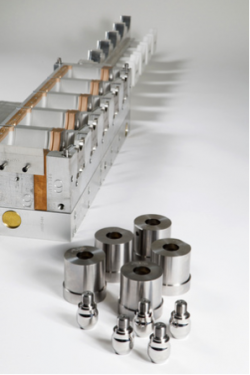
The head tooling consists of the mandrel and bushing. Its purpose is to form the parison size needed to make a given part. Monroe Mold designs and builds head tooling for all types of blow molding machines. The extrusion process is a precise operation, requiring tooling with tight tolerances and great surface finish.
There are two categories of head tooling: diverging and converging. Diverging is used for larger parison diameters while converge makes a range of smaller parisons within the same head. Users of diverging tooling usually experience less parison “curtaining”—vertical fold-overs—than those running converge tools. Diverging-type tooling also generates parisons with less swell ratio than converging tools because the plunger is on the outside and the diverter on the inside of the head. However, diverging tools require more force to program, since there is more area for the plastic to push against. This can require more force or larger shoot cylinders, which in turn could create the need for a larger program cylinder to keep the system in balance. Diverging tools also require finer programming of the differential angle between bushing and mandrel.
Blow molders that use converging tooling often notice more swell (good and bad) on the parison. Less force is required to program the mandrel. In converge tools; the tip extends beyond the ring to prevent parison hang-up.
Reduce the amount of resin you use while maintaining your container quality!
As you have made your containers more light weight to counteract the higher cost of resin, Monroe Mold has continued to evolve our Head Tooling (die and mandrel) design to maintain and improve your bottle quality and integrity. An optimized bottle is the result of a well formed parison!
As molten plastic flows through the head it enters the die and mandrel where the final parison shaping takes place. This orifice determines the diameter and wall thickness of the parison. The pressure drop across this area is significant and therefore the geometry of these two parts is critical. Slight changes to either the die or the mandrel can cause drastic changes in the parison.
Die and mandrel design considerations include:
- Container weight
- Container width and depth
- Type of neck finish
Call Monroe Mold today to get more information on head tooling and our other mold manufacturing services.


